 Skip to content
Skip to content 
The root cause of a short-lived immersion heater often lies not in the overall design, but in the quality of the magnesium oxide powder filled inside. High-purity, properly graded electrical-grade MgO powder can extend the service life of a water heater by 2–3 times. The following article will explain in detail, from failure mechanisms, material selection, to practical applications, how choosing the right MgO powder solves the chronic problem of short heater lifespan.
Why Does MgO Powder Directly Determine the Lifespan of an Immersion Heater?
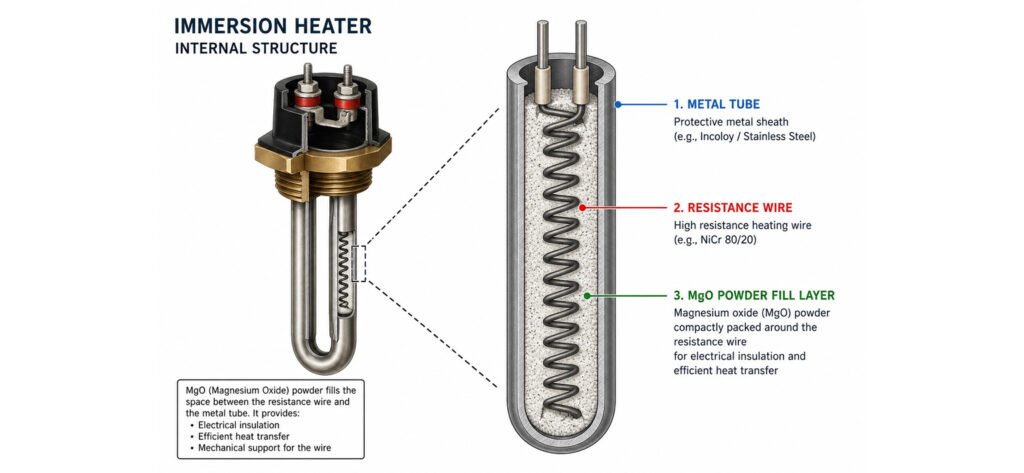
The core construction of an immersion electric heater is not complicated: a resistance wire is placed inside a metal tube, and the gaps are filled with crystalline magnesium oxide powder, which is then compacted by a tube-reducing process. Here, MgO powder plays three critical roles: efficiently transferring heat from the resistance wire to the tube wall, ensuring electrical insulation between the metal sheath and the internal circuit, and fixing the resistance wire in the center to prevent displacement.
This “triple function” means that the quality of the MgO powder directly equals the lifespan of the heater. A failure in any one link triggers a chain reaction, ultimately leading to heater failure or even tube burst.
The Two Culprits of Short Heater Lifespan: Deadly Defects of Low-Quality MgO Powder
Culprit 1: Uncontrolled Hygroscopicity Leading to Insulation Breakdown
Magnesium oxide powder has an “inherent weakness” – it readily absorbs moisture and carbon dioxide from the air, forming magnesium hydroxide, which causes a rapid drop in insulation resistance. This problem is dramatically amplified in wet environments. Industrial-grade MgO powder that has been stored for more than one year will experience chemical moisture absorption and must be dried at 500°C for 4 hours before use.
Many cases of short-lived water heaters are precisely due to the use of low-end MgO powder that has not been moisture-proof treated. Once moisture penetrates, the insulation layer between the resistance wire and the metal tube fails, leakage current increases, and eventually electrical breakdown destroys the heater. Research indicates that the moisture absorption rate of electrical-grade MgO powder should meet the following: low-temperature moisture-proof type ≤0.05%, medium-temperature moisture-proof type ≤0.10%, ordinary type ≤1.5%. Products exceeding these limits should not be used in water heating environments.
Culprit 2: Excessive Impurity Content Leading to Degraded Thermal Conductivity
The purity of MgO powder directly determines heat transfer efficiency. Among all impurities, Fe₂O₃ (iron oxide) content is a key indicator: the lower the Fe₂O₃ content, the longer the electric heating tube lifespan. Currently, most fused magnesia produced from domestic magnesite mines in China has Fe₂O₃ content around 0.5%, while high-end products require it to be controlled below 0.2%.
Furthermore, CaO (calcium oxide) impurities readily absorb water to form Ca(OH)₂, further degrading insulation performance. The ratio of SiO₂ to CaO should be controlled between 1:1 and 2:1 – deviation from this range affects the thermal stability of the MgO powder. If ferromagnetic substance content exceeds a certain limit (the US UCM standard requires ≤50 PPM), it will directly affect normal temperature voltage withstand performance, drastically reducing the electrical performance and lifespan of the heating tube.

How to Extend Heater Lifespan Through MgO Powder Selection?
Select by Operating Temperature: Matching Ensures Long Life
MgO powder is classified into four grades according to temperature resistance. Choosing the wrong one is like “adding fuel to the fire”:
| Type | Operating Temperature | Application |
|---|---|---|
| Low-temperature powder | ≤400°C | Low-load liquid heating elements; after modification, can be sealed without baking |
| Medium-temperature powder | 400°C–600°C | Mid-range stainless steel, iron, aluminum tubes; preferred for water tank heaters |
| Medium-high temperature powder | 600°C–700°C | High-load liquid heating; requires baking and sealing |
| High-temperature powder | 700°C–1000°C | Dry-heat applications; withstands 1050°C heat treatment |
For water heaters, the operating temperature is typically below 400°C. Modified low-temperature powder or medium-temperature powder can meet the requirements. Modified low-temperature MgO powder has good moisture-proof properties, and the heating elements made from it can be used without baking and sealing.
Select by Particle Size Distribution: Wrong Mesh Size, All Efforts Wasted
The “mesh size” – the distribution ratio of particle sizes – is a core parameter determining packing density and thermal conductivity. Common specifications range from 40–325 mesh.
| Mesh Size Issue | Consequence |
|---|---|
| Too large (particles too small) | Surface appears fish-scale-like, larger surface area per unit weight, easy moisture absorption, shortens lifespan; also pollutes the filling environment |
| Too small (particles too large) | Damages the resistance wire surface during tube reduction; easily causes off-center or tangled wire during filling, or even hollow core in the coil |
Best practice: Request a particle size distribution curve report from the supplier, ensuring that particles within the 40–325 mesh range are scientifically proportioned to achieve maximum packing density. A proper mix of particle sizes increases powder density and reduces resistance wire temperature, thereby extending the life of the heating element.
Select by Chemical Composition: Key Indicators Comparison Table
The core chemical indicators of high-end electrical-grade MgO powder are compared below (reference to imported brand standards):
| Component/Indicator | High-Quality Standard | Impact on Lifespan |
|---|---|---|
| MgO purity | ≥96%–97% | Higher purity means fewer impurities, better performance |
| Fe₂O₃ | ≤0.2% | Every 0.1% increase reduces lifespan by roughly 15%–20% |
| CaO | ≤1.0%–1.1% | Excessively high easily absorbs moisture, degrades insulation performance |
| Loss on ignition | ≤0.02%–0.25% | Too high leads to excessive peak leakage current and blistering after power-on |
| Ferromagnetic substances | ≤50 PPM | Exceeding the limit drastically lowers voltage withstand performance |
| Magnetic separation treatment | Must be processed with high-intensity magnetic separation | Effectively removes iron impurities, improves electrical performance |
The MgO content in electrical-grade MgO powder is between 96% and 98% – the higher the content, the fewer impurities and the better the performance. When the content reaches 98%–99%, it is considered a large-crystal product. When purchasing, it is recommended to request a third-party test report from the supplier to ensure all indicators meet the standards.

Practical Moisture-Proof Handling and Maintenance Recommendations
Storage and Handling Precautions
The hygroscopic nature of MgO powder means it must be stored properly. The following measures are recommended:
- Keep packaging sealed; close promptly after opening
- Place lime blocks around stacked pallets as a dehumidifying agent
- Avoid purchasing excessive quantities; a one-month supply is ideal
- If stored for too long (more than one year), chemical moisture absorption will occur; dry at 500°C for 4 hours before use
Operational Tips to Extend Heater Lifespan
Even with high-quality MgO powder, improper usage habits can accelerate heater failure:
- Avoid dry-firing: If a liquid heating tube runs dry, the surface temperature cannot dissipate in time, causing internal temperatures to rise and potentially burning out the resistance wire or bursting the tube
- Regular descaling: Calcium carbonate scale forming on the water heater surface impedes heat transfer. When scale reaches a certain thickness, heat dissipation efficiency drops sharply, accelerating heater damage
- Seal the outlet end: MgO powder at the terminal end should be protected from contaminants and moisture ingress to prevent leakage accidents
- Restore after storage: If long-term storage causes insulation resistance to drop below 1 megohm, dry in an oven at around 200°C for several hours, or power on at low voltage for several hours to restore insulation resistance
Advanced Moisture-Proof Technology
For long-term submerged applications, moisture-proof MgO powder modified with organosilicon can be selected. Modified products effectively resist moisture erosion, with water absorption controlled within 0.05%–0.10%, significantly extending heater life in humid environments. Some high-end products even convert MgO from hydrophilic to hydrophobic, fundamentally solving the moisture absorption failure problem.
Summary
The lifespan of an immersion heater is not just a matter of manufacturing processes – it is a battle of materials science. Although high-quality MgO powder has a slightly higher initial cost, it is more economical in the long run by reducing replacement frequency and downtime losses. Remember three key points when purchasing: purity not less than 96%, Fe₂O₃ controlled below 0.2%, and particle size scientifically graded within the 40–325 mesh range. Combined with proper storage and usage habits, the service life of an immersion heater can easily reach the expected 3–5 years or even longer.

